| Datenschutzerklärung | ||||
| Die Schuhfabrik | Der Tanzschuh | Die Herstellung | Die Verantwortung | |

| Einführung Modellentwicklung Schaftherstellung Bodenmontage Finish Versand |
 In
der Bodenmontage finden die Schäfte zu ihrer individuellen
Form indem sie mittels einer Hinterkappe verstärkt,
über den Schuhleisten "gezwickt" und mit den jeweiligen
Unterboden-Bestandteilen wie Deck-, Brand und Laufsohle sowie
Absätzen ergänzt werden.
In
der Bodenmontage finden die Schäfte zu ihrer individuellen
Form indem sie mittels einer Hinterkappe verstärkt,
über den Schuhleisten "gezwickt" und mit den jeweiligen
Unterboden-Bestandteilen wie Deck-, Brand und Laufsohle sowie
Absätzen ergänzt werden.
Abhängig vom jeweiligen Modelltyp, der gewünschten Fußweite sowie der entsprechenden Schuhgröße, verbleiben die werdenden Tanzschuhe innerhalb der Bodemontage an ihrem zugehörigen Schuhleisten, kopfüber paarweise aufgereit auf einem Leistenwagen. Erst kurz vor der Endkontrolle werden die fast fertigen Schuhe ausgeleistet.
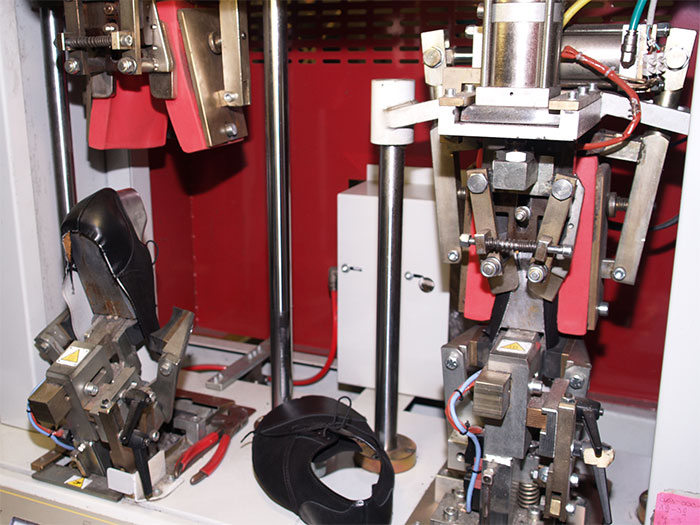
Hinterkappen
verstärken
 Die
Schäfte von Damen- und Herrenschuhen werden an den
Hinterkappen verstärkt. Ohne diese Verstärkung
hätte der stark belastete Fersenteil des Tanzschuhs keine
Steifheit und würde dem Fuß nicht den
benötigten Halt geben. Aus diesem Grund wird ein
Lederfasergemisch zwischen Obermaterial und Innenfutter in den
Fersenbereich eingelegt. Die Hinterkappenverstärkung ist mit
einem Kleber vorbestrichen, der beim Einlegen unter Hitze aktiviert
wird. Unter hohem Druck werden Obermaterial,
Hinterkappenverstärkung und Innenfutter miteinander verklebt.
Aufgrund des unterschiedlichen Aufbaus erledigen dies für
Damen- und Herrenschuhe jeweils zwei verschiedene Maschinen.
Die
Schäfte von Damen- und Herrenschuhen werden an den
Hinterkappen verstärkt. Ohne diese Verstärkung
hätte der stark belastete Fersenteil des Tanzschuhs keine
Steifheit und würde dem Fuß nicht den
benötigten Halt geben. Aus diesem Grund wird ein
Lederfasergemisch zwischen Obermaterial und Innenfutter in den
Fersenbereich eingelegt. Die Hinterkappenverstärkung ist mit
einem Kleber vorbestrichen, der beim Einlegen unter Hitze aktiviert
wird. Unter hohem Druck werden Obermaterial,
Hinterkappenverstärkung und Innenfutter miteinander verklebt.
Aufgrund des unterschiedlichen Aufbaus erledigen dies für
Damen- und Herrenschuhe jeweils zwei verschiedene Maschinen.
Brandsohlen
 Etwa zeitgleich
mit der Verstärkung der Hinterkappen, werden die den
jeweiligen Modellen zugehörigen Leisten kopfüber auf
Leistenwägen sortiert. Auf der nun nach oben zeigenden
Leistenunterseite werden Brandsohlen mit Klammern fixiert. Die
Brandsohlen befinden sich zwischen der Lauf- und der Decksohle und
bestehen im Tanzschuhbereich aus verschiedenen Schichten mit
abnehmender Stärke. Von der Ferse bis hin zu den
Fußballen sind sie sehr stabil und besonders
verstärkt aufgebaut, eine Gelenkfeder im
Mittelfußbereich gibt dem Fuß zusätzlichen
Halt. Auf den Vorderfußbereich zulaufend wird die Brandsohle
zunehmend dünner und flexibler um die bestmögliche
Bewegungsfreiheit beim Tanzen zu gewährleisten. Die Leisten
und Brandsohlen gibt es für Modelle verschiedenster
Ausführung, etwa für schmale, normale, breite, extra
breite oder Füße mit einem hohen Spann.
Zusätzlich kann eine Brandsohle mit einem den
Mittelfuß unterstützenden Comfort Fußbett
oder einem Außenkeil, der bei Damenschuhen das Wegknicken
nach Außen vermeidet, verbaut werden.
Etwa zeitgleich
mit der Verstärkung der Hinterkappen, werden die den
jeweiligen Modellen zugehörigen Leisten kopfüber auf
Leistenwägen sortiert. Auf der nun nach oben zeigenden
Leistenunterseite werden Brandsohlen mit Klammern fixiert. Die
Brandsohlen befinden sich zwischen der Lauf- und der Decksohle und
bestehen im Tanzschuhbereich aus verschiedenen Schichten mit
abnehmender Stärke. Von der Ferse bis hin zu den
Fußballen sind sie sehr stabil und besonders
verstärkt aufgebaut, eine Gelenkfeder im
Mittelfußbereich gibt dem Fuß zusätzlichen
Halt. Auf den Vorderfußbereich zulaufend wird die Brandsohle
zunehmend dünner und flexibler um die bestmögliche
Bewegungsfreiheit beim Tanzen zu gewährleisten. Die Leisten
und Brandsohlen gibt es für Modelle verschiedenster
Ausführung, etwa für schmale, normale, breite, extra
breite oder Füße mit einem hohen Spann.
Zusätzlich kann eine Brandsohle mit einem den
Mittelfuß unterstützenden Comfort Fußbett
oder einem Außenkeil, der bei Damenschuhen das Wegknicken
nach Außen vermeidet, verbaut werden.
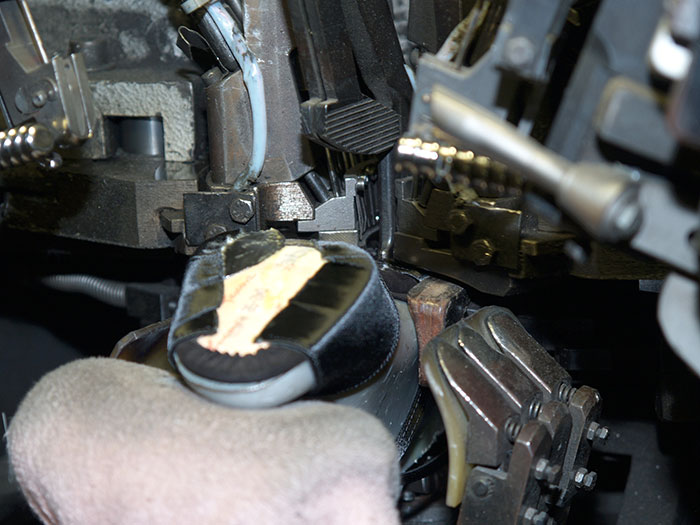
Überholen
 Beim
Überholen (auch Zwicken genannt) wird der Schaft über
den Schuhleisten gezogen und an die Brandsohle geklebt und genagelt.
Zunächst wird die Hinterkappe am Fersenteil der Brandsohle mit
zwei Klammern fixiert. Bei Damenschuhen wird das Blatt des Schuhschafts
im Vorderbreich mit einer Zwickzange über Leisten und
Brandsohle gezogen und anschließend mit der flachen Seite der
Zange durch Klopfen auf der mit Kleber eingestrichenen Brandsohle
fixiert. Hier ist viel Erfahrung gefragt, da das Blatt mit
gleichmäßigem Zug über den Leisten gezogen
werden und zudem die Position zentriert und die Ausrichtung gerade sein
muss. Aufgrund der Machart und großen Vielfalt der
Schäfte von Damenschuhen, bei denen die Vorderblätter
oft aus einzelnen Riemchen oder Riemchen mit Netzeinsatz bestehen,
erfolgt dieser Vorgang meist von Hand. Bei Herrenschuhen, deren fertige
Schäfte stets denselben geschlossenen Aufbau haben, wird das
Überholen maschinell erledigt.
Beim
Überholen (auch Zwicken genannt) wird der Schaft über
den Schuhleisten gezogen und an die Brandsohle geklebt und genagelt.
Zunächst wird die Hinterkappe am Fersenteil der Brandsohle mit
zwei Klammern fixiert. Bei Damenschuhen wird das Blatt des Schuhschafts
im Vorderbreich mit einer Zwickzange über Leisten und
Brandsohle gezogen und anschließend mit der flachen Seite der
Zange durch Klopfen auf der mit Kleber eingestrichenen Brandsohle
fixiert. Hier ist viel Erfahrung gefragt, da das Blatt mit
gleichmäßigem Zug über den Leisten gezogen
werden und zudem die Position zentriert und die Ausrichtung gerade sein
muss. Aufgrund der Machart und großen Vielfalt der
Schäfte von Damenschuhen, bei denen die Vorderblätter
oft aus einzelnen Riemchen oder Riemchen mit Netzeinsatz bestehen,
erfolgt dieser Vorgang meist von Hand. Bei Herrenschuhen, deren fertige
Schäfte stets denselben geschlossenen Aufbau haben, wird das
Überholen maschinell erledigt.
Fersen zwicken
 Nach
dem Vorderblatt muss die Hinterkappe gezwickt und mit
Schusternägeln fixiert werden. Dies wird bei Damen- sowie bei
Herrenschuhen maschinell durchgeführt. Ähnlich wie
beim Überholen zieht der Automat zunächst Material
und Hinterkappe über Schuhleisten und Brandsohle.
Anschließend wird die Fersenfläche nivelliert um
eine glatte Fläche für die spätere
Absatzmontage zu bieten. Am Ende schießt die Maschine 18
Schusternägel bei den Damen- und 22 Schusternägel bei
den Herrenschuhen mit einer Länge von 8mm zur Fixierung durch
Material und Hinterkappe in die Brandsohle hinein.
Nach
dem Vorderblatt muss die Hinterkappe gezwickt und mit
Schusternägeln fixiert werden. Dies wird bei Damen- sowie bei
Herrenschuhen maschinell durchgeführt. Ähnlich wie
beim Überholen zieht der Automat zunächst Material
und Hinterkappe über Schuhleisten und Brandsohle.
Anschließend wird die Fersenfläche nivelliert um
eine glatte Fläche für die spätere
Absatzmontage zu bieten. Am Ende schießt die Maschine 18
Schusternägel bei den Damen- und 22 Schusternägel bei
den Herrenschuhen mit einer Länge von 8mm zur Fixierung durch
Material und Hinterkappe in die Brandsohle hinein.
Heatsetter
 Damit sich die
werdenden Tanzschuhe ihrer individuellen Leistenform anpassen um
später die gewünschte Passform zu
gewährleisten, werden sie in einem Heatsetter
„gebacken“. Auf einem Laufband aus Stahl werden sie
langsam durch eine Röhre geschoben in der eine Temperatur von
ca. 135°Celsius sowie eine Luftfeuchtigkeit von ca. 85%
herrscht. Dort verweilen sie etwa 6 Minuten. Durch diese Behandlung
passt sich das Material der Leistenform besser an und bleibt auch nach
dem Ausleisten formstabil. Die Ausnahme stellen hier Modelle mit
anfälligen Bestandteilen wie etwa Gummizügen oder mit
sensiblen Synthetikmaterialien dar. Diese Modelle laufen nicht durch
den Heatsetter.
Damit sich die
werdenden Tanzschuhe ihrer individuellen Leistenform anpassen um
später die gewünschte Passform zu
gewährleisten, werden sie in einem Heatsetter
„gebacken“. Auf einem Laufband aus Stahl werden sie
langsam durch eine Röhre geschoben in der eine Temperatur von
ca. 135°Celsius sowie eine Luftfeuchtigkeit von ca. 85%
herrscht. Dort verweilen sie etwa 6 Minuten. Durch diese Behandlung
passt sich das Material der Leistenform besser an und bleibt auch nach
dem Ausleisten formstabil. Die Ausnahme stellen hier Modelle mit
anfälligen Bestandteilen wie etwa Gummizügen oder mit
sensiblen Synthetikmaterialien dar. Diese Modelle laufen nicht durch
den Heatsetter.
Unterboden
zementieren
 Bei diesem
Arbeitsschritt wird der Schuhboden für die Verklebung der
Laufsohle vorbereitet. Bei Tanzschuhen werden die Rauledersohlen nicht
genagelt oder genäht sondern lediglich geklebt. Daher muss der
Untergrund möglichst eben und angeraut sein um
bestmöglichen Halt für die Verklebung zu bieten.
Unebenheiten wie kleine Wellen und Klebereste stören die
Verklebung der Sohle genauso wie eine glatte Lederschicht des
Obermaterials. An einer Bandschleifmaschine werden Unebenheiten
beseitigt und überstehendes Marterial enfernt. An einem
Rauhautomaten wird die obere Lederschicht bei Nappalederschuhen
milimetergenau entfernt da sonst keine zuverlässige Verklebung
möglich ist.
Bei diesem
Arbeitsschritt wird der Schuhboden für die Verklebung der
Laufsohle vorbereitet. Bei Tanzschuhen werden die Rauledersohlen nicht
genagelt oder genäht sondern lediglich geklebt. Daher muss der
Untergrund möglichst eben und angeraut sein um
bestmöglichen Halt für die Verklebung zu bieten.
Unebenheiten wie kleine Wellen und Klebereste stören die
Verklebung der Sohle genauso wie eine glatte Lederschicht des
Obermaterials. An einer Bandschleifmaschine werden Unebenheiten
beseitigt und überstehendes Marterial enfernt. An einem
Rauhautomaten wird die obere Lederschicht bei Nappalederschuhen
milimetergenau entfernt da sonst keine zuverlässige Verklebung
möglich ist.
 Beim
nachfolgenden Zementieren wird der Schuhboden vollautomatisch mit einem
tief ins Material einziehenden Vorstrich beschichtet. Dadurch wird die
Reißfestigkeit des Materials erhöht und die
Klebekraft verstärkt. Abschließend erhält
der Schuhboden, ebenfalls automatisiert, den Hauptstrich der sich
später mit der Laufsohle verbindet. Die Auftragung von Vor-
und Hauptstrich erfolgt bei Damenschuhen aufgrund der vielen
Modellvarianten und der oft sensiblen Materialien von Hand, die
Herrenschuhe werden maschinell bestrichen. Am Ende der
Unterbodenzementierung wird ein Fließ zum Niveauausgleich
eingelegt.
Beim
nachfolgenden Zementieren wird der Schuhboden vollautomatisch mit einem
tief ins Material einziehenden Vorstrich beschichtet. Dadurch wird die
Reißfestigkeit des Materials erhöht und die
Klebekraft verstärkt. Abschließend erhält
der Schuhboden, ebenfalls automatisiert, den Hauptstrich der sich
später mit der Laufsohle verbindet. Die Auftragung von Vor-
und Hauptstrich erfolgt bei Damenschuhen aufgrund der vielen
Modellvarianten und der oft sensiblen Materialien von Hand, die
Herrenschuhe werden maschinell bestrichen. Am Ende der
Unterbodenzementierung wird ein Fließ zum Niveauausgleich
eingelegt.
Absatzmontage
 In der
Vorbereitung zur Absatzmontage wird zunächst der Absatzrohling
mit dem jeweiligen Obermaterial von Hand bezogen. Hierfür wird
sowohl der Absatzrohling als auch das Obermaterial mit Kleber
bestrichen. Danach wird das Material mittig an die Außenseite
des Rohlings angelegt. Damit sich das Material faltenfrei um den Absatz
kleben lässt, wird es an den Kanten eingeschnitten. Nach dem
Umkleben werden die Überreste mit einer Schere entfernt. Das
Obermaterial wird an der Innenseite des Absatzes nochmals angeschliffen
und für die spätere Verklebung der Laufsohle erneut
mit Kleber bestrichen.
In der
Vorbereitung zur Absatzmontage wird zunächst der Absatzrohling
mit dem jeweiligen Obermaterial von Hand bezogen. Hierfür wird
sowohl der Absatzrohling als auch das Obermaterial mit Kleber
bestrichen. Danach wird das Material mittig an die Außenseite
des Rohlings angelegt. Damit sich das Material faltenfrei um den Absatz
kleben lässt, wird es an den Kanten eingeschnitten. Nach dem
Umkleben werden die Überreste mit einer Schere entfernt. Das
Obermaterial wird an der Innenseite des Absatzes nochmals angeschliffen
und für die spätere Verklebung der Laufsohle erneut
mit Kleber bestrichen.
 Der bezogene
Absatz wird von Hand auf dem Leisten zentriert und dieser
kopfüber in eine Vorrichtung gesteckt. Durch eine
Hülse im Leisten wird eine Schraube, deren Länge je
nach Absatzform variiert, mechanisch von unten in die Innenseite des
Absatzes geschraubt. Der Absatz ist aus einem leichten aber sehr
stabilem Industriekunststoff gefertigt, dessen Zusammensetzung je nach
Modell und Anwendungsgebiet variiert. Für die
Stabilität sorgt ein dünner Metallkern im unteren
Bereich des Absatzes, in welchem später die Absatzflecken
eingeschlagen werden. Um den Absatz in seiner Position zu fixieren,
werden zusätzlich 4-6 Nägel von der Schuhinnenseite
durch die Brandsohle in den Absatz getrieben.
Der bezogene
Absatz wird von Hand auf dem Leisten zentriert und dieser
kopfüber in eine Vorrichtung gesteckt. Durch eine
Hülse im Leisten wird eine Schraube, deren Länge je
nach Absatzform variiert, mechanisch von unten in die Innenseite des
Absatzes geschraubt. Der Absatz ist aus einem leichten aber sehr
stabilem Industriekunststoff gefertigt, dessen Zusammensetzung je nach
Modell und Anwendungsgebiet variiert. Für die
Stabilität sorgt ein dünner Metallkern im unteren
Bereich des Absatzes, in welchem später die Absatzflecken
eingeschlagen werden. Um den Absatz in seiner Position zu fixieren,
werden zusätzlich 4-6 Nägel von der Schuhinnenseite
durch die Brandsohle in den Absatz getrieben.
Laufsohlen anpressen
 Da die
Laufsohlen in der Tanzschuhproduktion weder genagelt noch
genäht werden, muss ihre Verklebung besonders stark sein. Der
Unterboden des Schuhs wurde bereits mit dem tief ins Material
eingezogenen Vorstrich und dem haftungsstarken Hauptstrich versehen.
Die Laufsohle wurde in einem Zwischenschritt ebenfalls noch einmal mit
einer Kleberschicht versehen. Dieser Kleber wird kurz vor der
Verklebung in der Laufsohlenpresse in einem Erhitzer etwa 10 Sekunden
bei 80°C bis 100°C aktiviert. Der heiße
Kleber auf der Laufsohle geht so die bestmögliche Verbindung
mit dem verstrichenen Kleber auf dem Unterboden ein.
Da die
Laufsohlen in der Tanzschuhproduktion weder genagelt noch
genäht werden, muss ihre Verklebung besonders stark sein. Der
Unterboden des Schuhs wurde bereits mit dem tief ins Material
eingezogenen Vorstrich und dem haftungsstarken Hauptstrich versehen.
Die Laufsohle wurde in einem Zwischenschritt ebenfalls noch einmal mit
einer Kleberschicht versehen. Dieser Kleber wird kurz vor der
Verklebung in der Laufsohlenpresse in einem Erhitzer etwa 10 Sekunden
bei 80°C bis 100°C aktiviert. Der heiße
Kleber auf der Laufsohle geht so die bestmögliche Verbindung
mit dem verstrichenen Kleber auf dem Unterboden ein.
 Nachdem der
Kleber der Laufsohle erhitzt wurde, muss die Rauledersohle
schnellstmöglich verklebt werden. Hierzu wird die Sohle
zunächst von Hand an den Schuh angelegt und gerade
ausgerichtet. Danach wird der Schuh an seinem Leisten, zusammen mit der
Sohle in die Sohlenpresse eingelegt. Der Sohlenpressenautomat
drückt die noch heiße Laufsohle mit bis zu 30 bar
etwa 10 Sekunden gegen den Unterboden. Dabei schmiegt sich eine
große Tasche aus Gummi flexibel von unten an die Laufsohle
und übt vollflächigen Druck über die gesamte
Laufsohle sowie über ihre Kanten aus. Ist die Verklebung der
Laufsohle abgeschlossen, wird das an den Seiten überstehende
Rauleder vorsichtig abgeschnitten.
Nachdem der
Kleber der Laufsohle erhitzt wurde, muss die Rauledersohle
schnellstmöglich verklebt werden. Hierzu wird die Sohle
zunächst von Hand an den Schuh angelegt und gerade
ausgerichtet. Danach wird der Schuh an seinem Leisten, zusammen mit der
Sohle in die Sohlenpresse eingelegt. Der Sohlenpressenautomat
drückt die noch heiße Laufsohle mit bis zu 30 bar
etwa 10 Sekunden gegen den Unterboden. Dabei schmiegt sich eine
große Tasche aus Gummi flexibel von unten an die Laufsohle
und übt vollflächigen Druck über die gesamte
Laufsohle sowie über ihre Kanten aus. Ist die Verklebung der
Laufsohle abgeschlossen, wird das an den Seiten überstehende
Rauleder vorsichtig abgeschnitten.
Absatzflecken
einschlagen
 Den
Abschluß der Laufsohle stellt das Einschlagen eines
Absatzflecken dar. Je nach Absatzvariante stehen Absatzflecke
für die Formen Latino, Flare, Spanisch, Kräftig,
Schlank und viele weitere zur Verfügung. Aus den Absatzflecken
ragen, je nach Modell, 1-3 Metallstifte heraus, mit denen sie in die
dafür vorgesehene Stahlhülse des Absatzes
eingeschlagen werden. Die Absatzflecken werden aus einem speziell
für Tanzschuhe abgestimmten Polyurethan-Kunststoff gefertigt
und sind wesentlich weicher als Absatzflecken von
herkömmlichen Straßenschuhen. Aufgrund der Weichheit
gewährleisten sie auf dem Tanzboden mehr Griffigkeit als dies
ein harter Straßenabsatz bieten würde. Jedoch nutzen
sich die weichen Absatzflecken, ähnlich wie ein Radiergummi,
wesentlich schneller als herkömmliche
Straßenabsatzflecken ab. Aus diesem Grund sind die Flecke bei
den meisten Modellen auswechselbar und als Zubehör
erhältlich. Ist der Absatzflecken einmal heruntergetanzt, so
kann man diesen (inklusive der Metallstifte) mit einer Zange
herausziehen und einen neuen Absatzflecken mit einem stumpfen
Gegenstand oder Hammer erneut in den Absatz einschlagen.
Den
Abschluß der Laufsohle stellt das Einschlagen eines
Absatzflecken dar. Je nach Absatzvariante stehen Absatzflecke
für die Formen Latino, Flare, Spanisch, Kräftig,
Schlank und viele weitere zur Verfügung. Aus den Absatzflecken
ragen, je nach Modell, 1-3 Metallstifte heraus, mit denen sie in die
dafür vorgesehene Stahlhülse des Absatzes
eingeschlagen werden. Die Absatzflecken werden aus einem speziell
für Tanzschuhe abgestimmten Polyurethan-Kunststoff gefertigt
und sind wesentlich weicher als Absatzflecken von
herkömmlichen Straßenschuhen. Aufgrund der Weichheit
gewährleisten sie auf dem Tanzboden mehr Griffigkeit als dies
ein harter Straßenabsatz bieten würde. Jedoch nutzen
sich die weichen Absatzflecken, ähnlich wie ein Radiergummi,
wesentlich schneller als herkömmliche
Straßenabsatzflecken ab. Aus diesem Grund sind die Flecke bei
den meisten Modellen auswechselbar und als Zubehör
erhältlich. Ist der Absatzflecken einmal heruntergetanzt, so
kann man diesen (inklusive der Metallstifte) mit einer Zange
herausziehen und einen neuen Absatzflecken mit einem stumpfen
Gegenstand oder Hammer erneut in den Absatz einschlagen.
Decksohlen einlegen
 Am Ende der
Bodenmontage werden die Decksohlen eingelegt. Zunächst wird
ein Polster über die Absatzschraube und die Nägel
geklebt, damit diese nicht störend auf die Ferse
drücken. Je nach Schuhmodell und abzudeckender Fläche
variiert Durchmesser, Dicke und Form des Fersenpolsters. Im
Anschluß werden die Decksohlen mit Kleber bestrichen und in
die Schuhe geschoben. Auch bei den Decksohlen variiert dasMaterial, die
Form sowie die Auspolsterung. So werden dünne Decksohlen aus
Leder, aber auch dicke und weiche Decksohlen aus Alcantara
Synthetik-Gewebe eingelegt. Nachdem die Decksohle verklebt wurde, wird
das Schuhinnere abschließend von Kleberesten
gesäubert und die Schuhe in die Finish-Abteilung
übergegeben.
Am Ende der
Bodenmontage werden die Decksohlen eingelegt. Zunächst wird
ein Polster über die Absatzschraube und die Nägel
geklebt, damit diese nicht störend auf die Ferse
drücken. Je nach Schuhmodell und abzudeckender Fläche
variiert Durchmesser, Dicke und Form des Fersenpolsters. Im
Anschluß werden die Decksohlen mit Kleber bestrichen und in
die Schuhe geschoben. Auch bei den Decksohlen variiert dasMaterial, die
Form sowie die Auspolsterung. So werden dünne Decksohlen aus
Leder, aber auch dicke und weiche Decksohlen aus Alcantara
Synthetik-Gewebe eingelegt. Nachdem die Decksohle verklebt wurde, wird
das Schuhinnere abschließend von Kleberesten
gesäubert und die Schuhe in die Finish-Abteilung
übergegeben.
Bildergallerie
Bodenmontage